![]()
- Wavelength Opto-Electronic社製品
- Laser Point社製品
- Ultra Photonics社製品
- Raytools社製品
- JPT Electronics社製品
- Namson Laser社製品
- EasternLogic社製品
![]()
溶接ヘッドは、プラスチックやはんだ付けの分野で広く使用することができます。下図に示すように、レーザコリメーションと集光光学系、ビジュアルモニタリング、温度測定、パワーモニタリングが統合されており、統合溶接ヘッドと呼ばれています。
溶接ヘッドは、シーム溶接およびスポット溶接のために、集光ミラーおよびスキャニングミラーに適合させることができます。
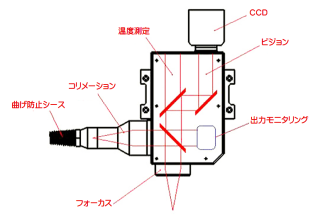
統合溶接ヘッドの物理的概略図 一体型溶接ヘッド
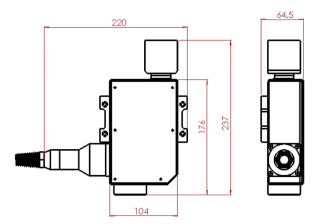
右図に示すように、溶接ヘッドの大きさは、わずか高さ176mm(CCDなし)、幅220mm(抗曲げシールドなし)のコンパクトサイズです。
右図は、一体型溶接ヘッドの外観寸法
| シリアル番号 | インデックス | パラメーター |
|---|---|---|
| 1 | 帯域 | 900〜1000nm、1000〜1100nm |
| 2 | コリメーションの距離 | 60mm |
| 3 | 焦点距離 | 60mm, 75mm, 100mm, 120mm, 150mm |
| 3 | 焦点径とコア径の比 | 1/1, 1/1.25, 1/1.7, 1/2, 1/2.5, 1/3 |
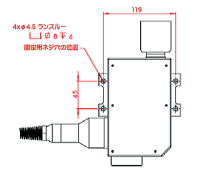
取り付けが簡単:溶接ヘッドは簡単に固定できます。図に示すように、4個のM4ネジで溶接ヘッドを機械(機器)に固定することができます。
 光ファイバーの曲げ防止機構:溶接ヘッドは、取り付けおよび溶接の過程でファイバーの過度の曲がりおよび損傷を避けるために、界面に曲げ防止シースを備えています。 SMA905光ファイバーヘッドへのアクセスを、図4に示します。まず、曲げ防止保護ライン・スリーブとロックヘッドと接続リングのねじを緩めます。 SMA905は、曲げ防止シース、ロッキングヘッド、および接続リングを順に通過し、SMA905ジョイントに配線します。 次に、接続リング、ロックヘッドおよび耐曲げ防止ラインスリーブが、ねじ山を介して順番に締め付けます。
光ファイバーの曲げ防止機構:溶接ヘッドは、取り付けおよび溶接の過程でファイバーの過度の曲がりおよび損傷を避けるために、界面に曲げ防止シースを備えています。 SMA905光ファイバーヘッドへのアクセスを、図4に示します。まず、曲げ防止保護ライン・スリーブとロックヘッドと接続リングのねじを緩めます。 SMA905は、曲げ防止シース、ロッキングヘッド、および接続リングを順に通過し、SMA905ジョイントに配線します。 次に、接続リング、ロックヘッドおよび耐曲げ防止ラインスリーブが、ねじ山を介して順番に締め付けます。
ビジュアルシステムで修正が簡単:同軸のビジュアルモニタリングシステムは、目の前ではんだ接合部を視覚化します。ユーザーは、はんだ接合部の品質をリアルタイムで簡単にモニタリングし理解することができます。
図(a)に示すように、カバーを取り外します。 まず焦点距離調整の前にロックネジを緩めます。 次に、カメラを固定し、 "可変焦点"を回転させて、最も明確な撮影位置を見つけます(注:左側に回すときは、まずカメラを全体として回転させ、片方の手でカメラを持ち、片手で焦点距離微調整を行い、右側に回すときは、ネジを右側に置き、同様に調整します。調整後、緩めたトップワイヤーを締めて、
カバープレートを取り外してから使用してください。
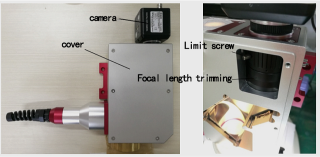
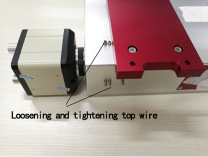
(a) (b) (c)
プラスチック溶接:
プラスチックレーザ溶接は、ほこりやヘアーエッジがありません。非常に小さな熱効果を伴うクリーンな溶接プロセスです。自動車産業では、レーザ溶接プラスチック技術を使用して、燃料噴射器、ギアシフトラック、エンジンセンサー、コックピットフレーム、油圧オイルタンク、フィルターラック、ヘッドライト、テールライトなどの多くの自動車部品を製造できます。他の自動車への用途には、吸気マニホルドおよび補助ポンプの製造が含まれます。


自動車用ランプ溶接 回路基板の溶接

はんだ付け:近年のレーザはんだ付け技術の急速な発展は、伝統的な電気アイロンの技術と比較して、レーザ溶接技術は進歩しており、加熱原理は前者とは異なります。単にはんだごての熱を交換するだけではありません。レーザは「表面熱放出」であり、加熱速度は非常に速く、鉄は「熱移動」によってゆっくりと加熱されます。
このWebサイトは、株式会社アストロンが運営しています。
お問い合わせ
TEL. 03-5647-6541(平日 9:00〜17:00) FAX. 03-5647-6687